Ваша корзина
Вы ничего не добавили в корзину
Перейти к категориям:


Большинство пользователей 3D-принтеров знакомы с досадным явлением, когда расплавленная пластиковая нить прилипает к соплу принтера.
Учитывая тот факт, что сопло довольно сложно очистить, мы считаем, что лучше предпринять превентивные меры и предотвратить засорение сопел, чем тратить время и нервы на их очистку.
В этом посте мы поделимся с вами советами о том, как избежать прилипания пластика к соплу, будь то PLA, ABS или PETG.
Чтобы объяснить, почему пластик для 3D-принтера прилипает к соплу, в первую очередь, мы хотим упомянуть основные причины возникновения этого явления.
Знание основных причин этого явления позволяет нам находить решения, которые приведут нас к получению качественных 3D-принтов.
Давайте рассмотрим эти варианты вместе с пошаговым руководством, которое поможет ликвидировать эту проблему.
Неправильное расположение сопла над печатной платформой является одной из основных проблем, из-за которой нить прилипает к соплу.
Если сопло находится слишком высоко, температура понизится до того, как материал для 3D-печати достигнет поверхности. Если пластик находится слишком далеко от поверхности он начнет закручиваться вокруг сопла и в конечном итоге это приведет к засорению.
Если сопло расположено слишком близко к платформе, филамент не будет выдавливаться должным образом. Следовательно, он начнет подпирать сопло, и вы снова столкнетесь с проблемой забитого сопла.
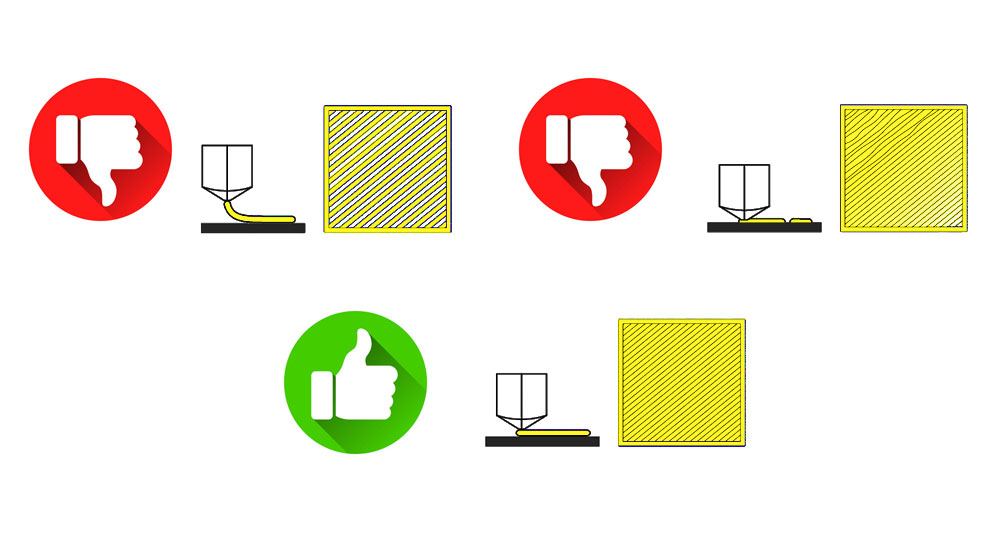
Как это исправить?
Теперь, когда положение сопла отрегулировано, можно переходить к следующему пункту. И первое, что приходит на ум, это температура филамента.
Подбор температурных характеристик для каждого типа материала не только предотвратит засорение сопла, но и положительно скажется на качестве ваших отпечатков.
При правильно подобранных параметрах материал свободно проходит через сопло и осаждается на печатной платформе.
Как настроить?
Читайте также: Лучшие модели для тестирования 3D-печати.
Если вы продолжаете наблюдать, что нить образует петлю или скручивается вокруг сопла и не прилипает к платформе, вам необходимо проверить адгезивные свойства.
Если ваша поверхность имеет недостаточную адгезию, это не позволяет филаменту прилипать к поверхности, и он закручивается.
Как исправить?
Нанесите на поверхность дополнительный адгезионный слой. Вы можете использовать 3D лак, клей для 3D-печати, синий скотч и другие аксессуары.
В нашей студии 3D-печати мы используем лак. Мы работаем с ним уже несколько лет и он неизменно демонстрирует отличную адгезию и экономичный расход.
Нагретая платформа также увеличивает степень адгезии материала. Известно, что для таких материалов, как PLA, наличие платформы с подогревом не является обязательным условием, однако подогрев стола определенно помогает.
Как исправить?
Обязательно ознакомьтесь с рекомендациями поставщиков пластика по температурным характеристикам стола и сопла для каждого конкретного материала.
Настройте температуру стола в соответствии с этими рекомендациями для лучшей адгезии ваших 3D-отпечатков.
Охлаждение пластика приводит к усадке материала. Первый слой — самый важный при 3D-печати и он не должен деформироваться под воздействием обдува. Вы должны удостовериться, что он лег ровно и хорошо прилип к столу.
Как решить?
Большинство слайсеров, настроенных по умолчанию, останавливают вентиляторы для нескольких начальных слоев.
Дважды проверьте этот параметр и убедитесь, что вентиляторы выключены на первом слое.
Скорость потока 3D-принтера или множитель экструзии относится к настройке слайсера, которая определяет количество экструдируемого пластика. По умолчанию скорость потока установлена на 1,0 или 100% в зависимости от слайсера.
Правильная скорость потока — это первый шаг к получению привлекательных и точных по размерам 3D-отпечатков. Неправильная скорость потока может привести как к чрезмерной, так и к недостаточной экструзии, что является двумя основными проблемами, из-за которых ваши отпечатки выглядят «некрасиво».
Недоэкструзия приводит к засорению сопла. Такая проблема часто проявляется при смене типа пластика или смене экструдера.
Как решить?
Помните, что в 3D-печати все связано друг с другом, поэтому убедитесь, что вы выставили все параметры правильно.
Проверьте диаметр пластика в нескольких местах и убедитесь, что все размеры находятся в пределах допустимых отклонений.
Низкокачественная нить имеет нестабильный диаметр по длине, это вызывает проблемы при экструдировании пластика и приводит к засорению сопла.
При слишком низкой скорости подачи происходит прилипание нитей к соплу.
Отрегулируйте скорость потока, обычно увеличение множителя экструзии помогает устранить непоследовательное экструдирование.
Прочистка сопла является нудным, но, к сожалению, неизбежным процессом, особенно, если вам не помог ни один из советов, описанных выше.
Выбор метода очистки зависит от степени засора вашего сопла. Мы приведем вам 4 разных способа, а вы выбирайте тот, который подходит для вашего случая.
Будьте внимательны при выборе щетки. Использование стальной проволочной щетки в силу ее жесткости приведет к повреждению сопла.
Чтобы использовать этот метод, возьмите нейлоновую или чистящую нить для 3D-принтера. Что бы вы ни выбрали, убедитесь, что диаметр чистящей или нейлоновой нити аналогичен диаметру пластика, которым вы печатаете.
Вам также потребуется чистящая или нейлоновая нить для холодного протягивания.
Атомный метод позволяет извлечь намного больше грязи по сравнению с горячим методом. Тем не менее этот процесс занимает значительно больше времени, так как вам нужно несколько раз нагревать и охлаждать сопло.
Холодное извлечение также более экстремально, так как требует от вас приложения силы и давления во время проталкивания и вытягивания пластика.
Если материал, вызвавший засорение, легко растворяется, то снятие сопла и замачивание его в растворителе(например, ацетоне или дихлорэтане) может устранить даже сложные засоры.
В качестве экстремального способа можно попробовать прожечь сопло, используя газовую горелку. Будьте предельно аккуратны, так как вы можете перегреть сопло, что приведет к его деформации и окончательному выходу из строя.
Иногда печальная правда заключается в том, что, если вы уже перепробовали все доступные средства, способы и методы, но ваше сопло все еще забито, единственное решение — это покупка нового сопла.
Следует учитывать, что сопло по сути является расходным материалом и периодически требует замены. Если вы используете обычные латунные сопла, то их покупка не сильно ударит по вашему карману. Стоимость таких сопел колеблется от 15 до 100 гривен.
Один из лучших способов очистки сопла экструдера — никогда не допускать его засорения. Как мы уже говорили, правильные настройки принтера и высококачественная нить могут иметь большое значение для предотвращения засорения. Это замечание справедливо для всех типов FDM пластиков.
В нашем магазине представлен филамент для 3D-печати европейского производства, изготовленный с соблюдением всех международных стандартов.
Филамент высокого качества в разы снижает вероятность засорения сопла.
Сопла различаются по материалу, диаметру и другим факторам. Эти характеристики влияют на то, с чем сопло может справиться при печати и какие будут получаться отпечатки. Например, абразивные материалы, материалы с древесным наполнителем или светящиеся в темноте, значительно ускоряют износ сопел.
Теперь, когда вы знаете все о том, как чистить сопла 3D-принтера, обязательно запланируйте время — ежедневно или еженедельно — для очистки сопла. Также рекомендуем вам принять меры, предотвращающие засорение сопла. Это упрощает обслуживание вашего 3D-принтера.
Удачной печати!







 Исследование режима "Ваза" в 3D-печати: преимущества, техники и советы
Исследование режима "Ваза" в 3D-печати: преимущества, техники и советы
 Достижение идеальных отпечатков: роль юбки (Skirt) в 3D-печати.
Достижение идеальных отпечатков: роль юбки (Skirt) в 3D-печати.
 На сколько хватит 1 кг пластика для 3D-принтера?
На сколько хватит 1 кг пластика для 3D-принтера?
 Devil Design: производитель высококачественного пластика для 3D-печати.
Devil Design: производитель высококачественного пластика для 3D-печати.
 Топ-20 интересных игрушек для детей на 3D-принтере.
Топ-20 интересных игрушек для детей на 3D-принтере.








