Ваша корзина
Вы ничего не добавили в корзину
Перейти к категориям:


Один из наиболее распространенных вопросов от новичков 3D-печати, который мы слышим постоянно “насколько мне хватит катушки пластика?”
Ответ предельно прост:
Из 1 кг пластика вы напечатаете приблизительно 1 кг пластика.
Но в большинстве случаев этот вариант ответа не удовлетворяет запросу пользователей, поэтому в этой статье мы решили дать подробное описание с примерами.
Филаменты для 3D-принтеров с моделированием методом наплавления (FDM) обычно имеют два стандартных диаметра: 1.75 миллиметра и 2.85 миллиметра. Чаще всего они продаются в катушках по 500 г и 1 кг. Но сколько объектов вы сможете напечатать из 1 кг пластика для 3D-принтера?
Нити для 3D-принтера весом 1 кг в среднем хватает на месяц или два, если вы печатаете кучу мелких объектов.
Но в действительности расход зависит от многих факторов, таких как размер, материал, заполнение и количество отпечатков. Обычно вы можете узнать расход пластика в граммах или метрах в своем слайсере, когда подготавливаете модель к 3D-печати.
В этой статье мы расскажем обо всем, что вам нужно учитывать, чтобы определить, как много вы сможете напечатать из вашего материала для 3D-печати. Мы также приведем вам примеры того, как пользователи измеряют расход нити на основе своих 3D-проектов.
В 3D-печати используются различные типы филаментных материалов и термопластов. И разные виды пластика имеют разную плотность. Таким образом, бухта филамента весом 1 кг имеет различную длину в зависимости от конкретного материала.
В целом, катушка нити диаметром 1,75 мм массой 1 кг может иметь длину от 327 до 405 метров, а длина нити 2,85 мм может составлять от 123 до 152 метров.
Также важно знать различные свойства разных материалов, потому что они могут повлиять на скорость потока вашего принтера.
Акрилонитрил-бутадиен-стирол или нить из АBS-пластика представляет собой очень прочный термопласт, обычно используемый в аддитивном производстве и средах быстрого прототипирования. Он обладает достаточно высокой термостойкостью, гибкостью, прочностью и обрабатываемостью, что делает его идеальным материалом для инженерных и механических применений.
Полимолочная кислота или PLA — это термопласт, изготовленный из экологически чистых и возобновляемых ресурсов, таких как корни тапиоки, сахарный тростник или кукурузный крахмал.
Благодаря более экологичному происхождению и простоте работы, PLA стал популярным выбором и получил широкое признание в индустрии 3D-печати. Этот материал представляет собой полукристаллический полимер с более низкой температурой плавления, чем ABS.
PETG — это сополимер, представляющий собой комбинацию полиэтилентерефталата и гликоля. Это чрезвычайно прочный, но гибкий и простой в использовании материал для 3D-печати. Он сочетает в себе относительную простоту использования PLA и жесткость и прочность ABS, благодаря чему его часто выбирают для функционального прототипирования, для упаковки пищевых продуктов и медицинских изделий.
PETG также может похвастаться высокой устойчивостью к излому и может выдерживать резку, шлифование и другие методы постобработки, что делает его идеальным для прототипирования.
Акрилонитрил-стирол-акрилат или нить ASA — это универсальный термопласт для 3D-печати, подходящий для различных применений. Его химический состав подобен ABS-пластику, но он обладает лучшими механическими свойствами, устойчив к ультрафиолетовому излучению и имеет лучшую эстетику.
Ударопрочный полистирол или нить HIPS представляет собой растворимый термопласт, который часто используется в качестве поддерживающего материала, поскольку его можно легко и чисто удалить с помощью раствора лимонена. HIPS не требует резки, соскабливания, шлифовки или любого другого метода удаления.
Эта нить очень похожа на ABS. Вы можете испытать настоящее волшебство использования этого типа нити, если у вас 3D-принтер с двумя экструдерами и вы используете HIPS в качестве легко удаляемого и легко растворяющегося вспомогательного материала.
Термопластичный полиуретан или ТПУ — это очень гибкий, прочный и стойкий филамент. Тем не менее относительная мягкость ТПУ может означать, что обычному экструдеру трудно с ним справиться.
Вместо того чтобы плавно проходить в горячий конец экструдера, гибкость TPU заставляет его извиваться и изгибаться в избыточных пространствах экструдера.
Нейлон — чрезвычайно прочный материал для 3D-печати. Нейлоновые материалы химически и термически стабильны, что позволяет 3D-отпечаткам сохранять свою форму в более широком диапазоне температур. Но для печати нейлоном требуются достаточно высокие температуры, которые могут обеспечить не все FDM-принтеры.
Основная проблема нейлона (полиамида) заключается в том, что он гигроскопичен, что означает, что он легко поглощают влагу из окружающей среды. Печать нейлоном после того, как он впитает влагу, приведет к проблемам с качеством печати, поэтому правильное хранение нити является критически важным аспектом и требует особого внимания.
Поликарбонат — прочный, ударопрочный и термостойкий термопластичный материал различного назначения, в том числе медицинского. Обладает хорошими электроизоляционными свойствами и высокой оптической прозрачностью. Он также поглощает влагу из воздуха и может стать непригодным для печати.
Полиметилметакрилат или ПММА — прочный, прозрачный и легкий термопласт. Этот материал также называют акрилом, и он используется как более прочная и менее хрупкая альтернатива стеклу. Его плотность в два раза меньше, чем у стекла, но оно имеет сопоставимые свойства поглощения УФ-излучения и прозрачность. При правильной печати эта нить обеспечивает отличное рассеивание света.
Сравнительная таблица всех филаментов.
| Тип Филамента | Плотность, г/см3 | Длина 1 кг, диаметр 1.75 | Длина 1 кг, диаметр 2.85 |
| ABS | 1.04 | 399.8 | 150.7 |
| PLA | 1.24 | 335.3 | 126.4 |
| PETG | 1.27 | 327.4 | 123.4 |
| ASA | 1.07 | 388.6 | 146.5 |
| HIPS | 1.07 | 388.6 | 146.5 |
| TPU | 1.20 | 346.5 | 130.6 |
| Нейлон | 1.08 | 385.0 | 145.1 |
| PC | 1.20 | 346.5 | 130.6 |
| PMMA | 1.18 | 349.4 | 131.7 |
Некоторые люди скажут, что 1 кг пластика хватит им на несколько дней, в то время как другие скажут, что этого количества хватит на несколько месяцев.
И это потому, что время, необходимое для того, чтобы ваша катушка с пластиком закончилась, зависит от нескольких факторов.
Помимо типа используемого филамента, эти факторы включают в себя тип объектов, которые вы печатаете, насколько малы или велики эти объекты, как часто вы будете печатать, а также заполнение или внутренняя масса этих объектов.
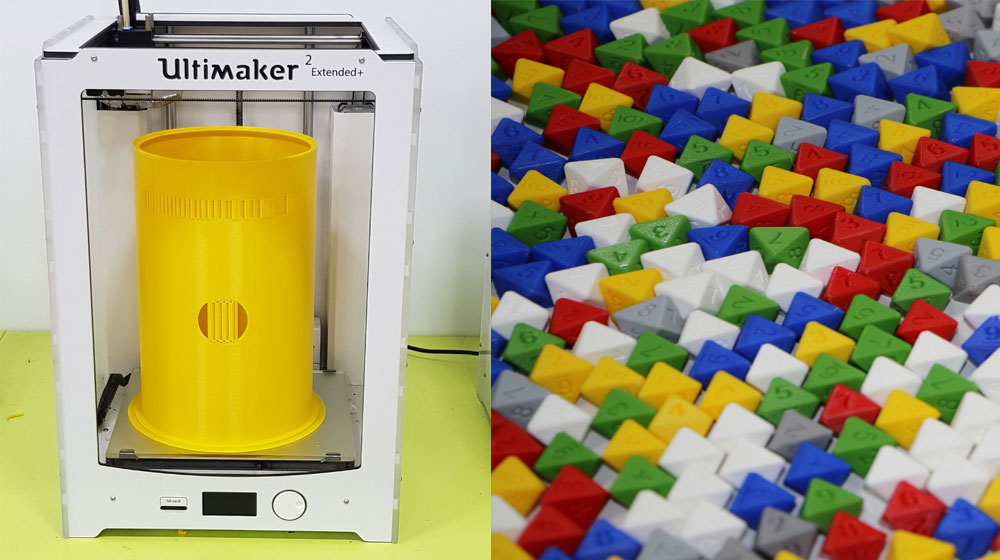
Наглядный пример расхода пластика можно увидеть на изображении.
Слева желтое ведро, вес около 800 г, время печати - 2 дня.
Справа комплект разноцветных кубиков, общий вес около 800 г, время печати - 1,5 месяца.
Если мы говорим о больших проектах, таких как реквизит и костюмы для косплея, вы можете легко израсходовать несколько 1-килограммовых катушек филамента. Конечно, то, как быстро заканчивается каждая 1-килограммовая катушка, также зависит от размера вашего 3D-принтера и диаметра сопла.
Если у вас 3D-принтер со стандартным диаметром сопла 0.4 и небольшой областью печати, то большие объекты вы сможете распечатать только предварительно разделив их на части. Таким образом, чтобы потратить 1 кг пластика, вам потребуется несколько дней.
Однако если вы печатаете большие объекты, используя большой принтер с гораздо большим экструдером, 1 кг нити может израсходоваться за один день.
Например, на печать определенной детали, для которой требуется около 500 граммов нити, уйдет 45 часов или почти два дня с использованием сопла 0,4 мм.
Т.е. на 2 таких детали уйдет 1 кг пластика и 90 часов.
Но если вы возьмете сопло диаметром 1 мм, количество часов, необходимых для печати той же самой детали, сократится до 17 часов. Тем не менее наряду со снижением общего времени печати на 60%, расход пластика увеличивается с 500 до 627 граммов.
Переход на сопло большего размера может ускорить процесс печати, но также можно ожидать, что при этом будет израсходовано больше нити. Это связано с тем, что, хотя готовый продукт будет выглядеть одинаково, его внутренняя структура изменится.
Между тем, если вам нравится печатать миниатюры и крошечные объекты, такие как фигурки Dungeons & Dragons, и если вы печатаете в небольших объемах, катушки пластика весом 1 кг вам хватит на один или два месяца. Например, миниатюра D&D может весить 5-30 г и определенно вы не будете использовать сопло большого диаметра для печати своих миниатюр.
Чтобы дать вам представление о том, что вы можете напечатать с 1 кг нити, приведем простой пример.
Из 1 кг пластика можно напечатать приблизительно 335 калибровочных кубиков с заполнением 5% или 90 кубиков со 100% заполнением.
Вы также можете напечатать 125 шахматных пешек весом 8 граммов, на печать каждой пешки у вас уйдет приблизительно 1,5 часа.
Для точности расчетов переведем 1 час 34 минуты в минуты - 94 минуты.
Таким образом, легко посчитать, что 1 катушку пластика весом 1 кг вы будете расходовать 125 х 94=11750 минут или 196 часов, или 8 суток.
Но здесь мы сталкиваемся с очередной особенностью 3D-печати.
Необходимо учитывать, что время печати зависит от скорости и точности.
Например, ту же самую пешку можно печатать слоем 50 мкм и тогда время печати составит 5 часов 42 минуты.
Проделаем те же операции, как в предыдущем примере и получим, что 1 катушка пластика будет расходоваться 125х342=42750 минут или 712 часов, или 30 суток.
Хорошо то, что если вы не хотите делать все эти вычисления, ваш слайсер всегда дает вам предварительную оценку того, сколько нити и времени будет использоваться в каждом проекте.
Есть четыре способа сделать это, поэтому давайте подробно обсудим каждый из них.
Это очевидный способ снизить расход вашего филамента. Просто уменьшите масштаб ваших изделий, если они нефункциональны.
Кроме того, во время печати больших объектов вероятность, что что-то пойдет не так, увеличивается в несколько раз и вы просто можете потратить кучу пластика впустую.
Также имейте в виду, что при увеличении размеров происходит постепенное уменьшение детализации, поэтому увеличивайте масштаб только в случае крайней необходимости.
Особенно это касается тех случаев, когда вы печатаете множество нефункциональных предметов, которые потом просто собирают пыль (мы все немного грешим этим).
Поэтому старайтесь сдерживать искушения и всегда спрашивайте себя, действительно ли я хочу напечатать это изделие таким большим?
Юбка (Skirt) — это контур, который окружает вашу деталь, но не касается ее. Юбка экструдируется на печатную платформу перед началом печати вашей модели.
Наблюдение за печатью юбки позволяет обнаружить и отрегулировать любые проблемы с выравниванием или прилипанием до того, как начнется печать фактической модели.
Brim — это особый тип юбки, которая фактически прикрепляется к краям вашей модели. Как правило, brim печатается с увеличенным количеством контуров, чтобы создать большое кольцо вокруг вашей части, похожее на поля шляпы.
Brim часто используются для улучшения адгезии и предотвращения деформации.
Плот (Raft) - это горизонтальная решетка из нити, расположенная под вашей деталью.
Ваша деталь будет напечатана поверх этого плота, а не на поверхности платформы 3D-принтера.
Рафты в основном используются с ABS, чтобы снизить коробление и увеличить адгезию, но их также можно использовать для создания прочного основания для моделей с небольшими габаритами.
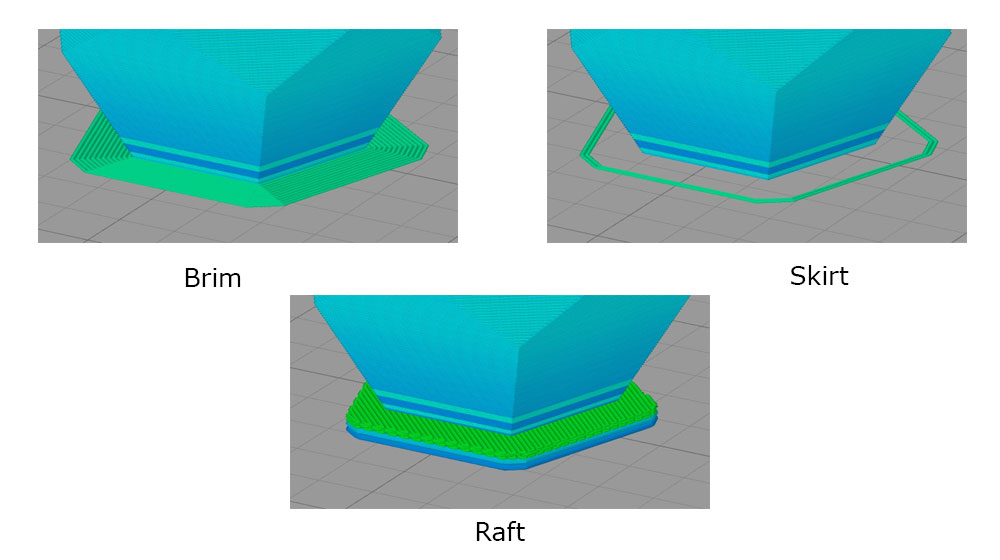
Мы не говорим, что вам следует избегать использования этих функций любой ценой. Просто стоит делать осознанный вывод, когда вам стоит использовать skirt/brim/raft, исходя из конкретного объекта, который вы собираетесь печатать.
Новички в 3D-печати часто не осознают важность опор. Они служат основой для деталей, которые трудно или невозможно распечатать иначе.
Не каждый может создавать отличные 3D-отпечатки и экономить на пластике. Это приобретенный навык, для овладения которым требуется время и опыт.

Многие слайсеры позволяют настраивать толщину материала поддержки. Это очень эффективный метод уменьшения количества необходимого материала или, в некоторых случаях, полного отказа от вспомогательного материала.
Правильная ориентация модели на платформе — еще один эффективный способ уменьшить количество опор, а иногда и полностью от них избавиться.
Заполнение — это количество материала, которое занимает внутреннюю часть изделия.
В большинстве слайсеров по умолчанию установлено заполнение 20%, но часто вам будет достаточно установить 10-15% или даже 0%.
Большой процент заполнения не всегда означает большую прочность, а в некоторых случаях 100% заполнение может стать даже контрпродуктивным.
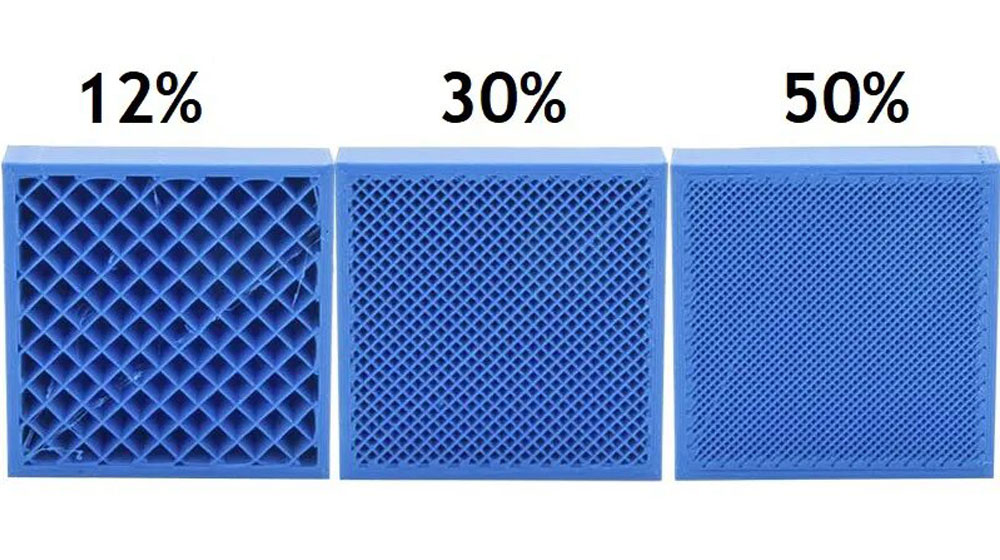
Хотя технически возможно печатать со 100-процентным заполнением, мы обнаружили, что есть некоторые преимущества при печати с меньшим коэффициентом. Выбирайте коэффициент заполнения, достаточный для того, чтобы получить требуемую прочность.
Поначалу это может быть достигнуто только методом проб и ошибок, но чем больше вы узнаете о 3D-печати, тем легче вам будет это делать.
Как долго прослужит ваша 1-килограммовая катушка пластика для 3D-принтера, зависит от нескольких факторов, поэтому никогда не бывает абсолютного количества часов или дней.
Вместо этого вы можете оценить, сколько подобных объектов вы можете напечатать, приняв во внимание, сколько филамента им нужно.
Основываясь на количестве часов, которое потребовалось для завершения печати первого объекта, вы получите представление об общем количестве часов печати для катушки весом 1 кг.
Вычисления усложняются при печати объектов разных размеров, особенно если вам нужны сопла разного размера для разных деталей.
Хорошая новость состоит в том, что большинство слайсеров отлично справляются с предварительным расчетом пластика, поэтому, надеемся, что у вас не возникнет проблем с расчетами.
Удачной печати!
 Лицензии 3D-моделей (Creative Commons и др.): Что можно и нельзя печатать/продавать?
Лицензии 3D-моделей (Creative Commons и др.): Что можно и нельзя печатать/продавать?
 Bambu Lab A1 Mini: Прорыв в мире доступных 3D-принтеров
Bambu Lab A1 Mini: Прорыв в мире доступных 3D-принтеров
 Зеленая революция в 3D-печати: как Bambu Lab меняет индустрию
Зеленая революция в 3D-печати: как Bambu Lab меняет индустрию
 SILK пластик для 3D-печати: создание эффектных моделей
SILK пластик для 3D-печати: создание эффектных моделей
 Улучшение адгезии первого слоя: секреты идеальной 3D-печати
Улучшение адгезии первого слоя: секреты идеальной 3D-печати





