Ваша корзина
Вы ничего не добавили в корзину
Перейти к категориям:

?")
3D-принтер — мощный инструмент, но он имеет ограничения и требует калибровки и обслуживания, особенно если вы вносите изменения в принтер.
Одной из самых недооцененных задач является калибровка шагов экструдера, поскольку большинство людей не знает, что это такое и как их калибровать. Производитель принтера устанавливает значение по умолчанию, которое, как правило, хорошо работает с новым принтером, но оно не всегда точное. Значение E-steps может меняться со временем, особенно если вы меняете или обновляете компоненты вашего оборудования.
E-steps — это количество шагов, которые должен пройти шаговый двигатель, чтобы выдавить определенное количество нити. В большинстве случаев, если вы используете прошивку Marlin, эта величина составляет 100 мм.
Вот список пунктов, которые необходимо выполнить для калибровки шагов на 3D-принтере:
В этом руководстве мы пройдем через все эти пункты и последовательно расскажем, что необходимо делать на каждом этапе.
Оставайтесь с нами, чтобы узнать, как откалибровать шаги на 3D-принтере и почему это необходимо делать.
Нагрейте хотенд до рабочей температуры выбранного вами пластика. Пропустите немного филамента через сопло и дождитесь, чтобы он вытекал равномерно.
Далее необходимо поставить хорошо видимую отметку на пластике на расстоянии 120 мм от экструдера.
Мы планируем пропускать через экструдер 100 мм пластика. Причина, по которой мы используем 120 мм вместо 100 мм, заключается в учете чрезмерной экструзии.
Если ваш экструдер выдавливает слишком много пластика, вы сможете определить расстояние от экструдера до метки на пластике, потому что она все еще будет видна. Если у вас переэкструзия, а отметка находится на расстоянии 100 мм, маркировка окажется в экструдере, и вы не сможете определить расстояние.
После того как вы промаркируете нить, вы можете начать продавливать 100 мм нити через экструдер.
Вам нужно будет сделать это с помощью панели управления принтера.
Увеличивайте расстояние постепенно, используя небольшие приращения.
Если установить отметку в 100 мм сразу, ваш 3D-принтер попытается экструдировать пластик слишком быстро, что приведет к некачественным результатам.
Мы рекомендуем увеличивать расстояние с шагом 5-10 мм, пока вы не достигнете отметки 100 мм.
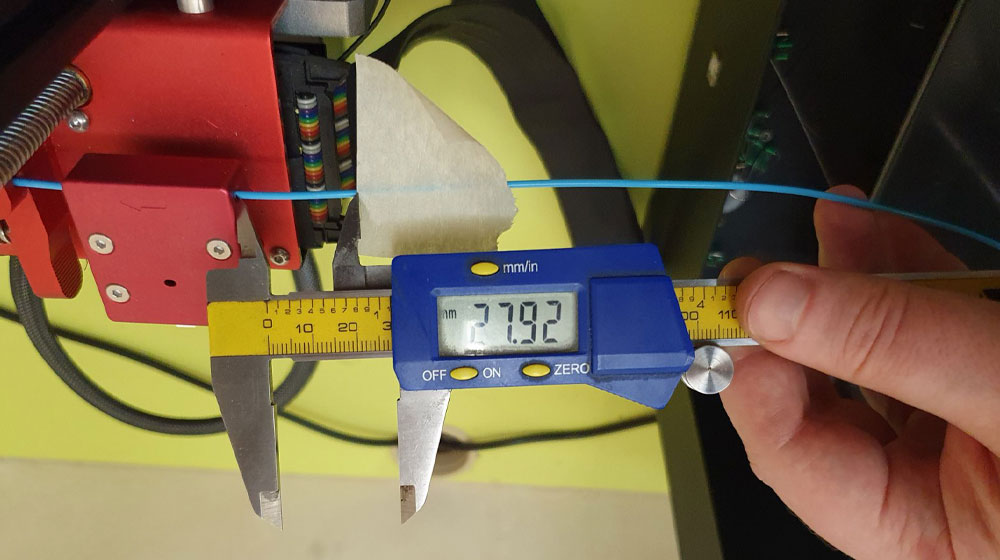
Теперь измерьте расстояние от экструдера до линий на пластике и запишите это значение. Мы будем его использовать в формуле расчета шагов экструдера.
Для измерения расстояния используйте штангенциркуль или металлическую линейку.
Убедитесь, что вы тщательно провели измерение и получили точные замеры, так как это повлияет на результаты.
Этот шаг необязателен, но мы рекомендуем его сделать.
Каждый раз, когда мы запускаем тест, мы получаем незначительные отличия в наших результатах.
Это может происходить по ряду причин, например, слишком быстрое экструдирование, нестабильный диаметр пластика, неправильное считывание метки и т.д., но, в конечном итоге результаты немного отличаются.
Мы рекомендуем провести тест трижды и использовать среднее значение.
В результате мы получили 3 значения: 27.02 мм, 28.35 мм и 27.92 мм.
Среднее значение полученных измерений составляет 27.76 мм.
Это значение мы будем использовать в формуле расчета шагов экструдера.
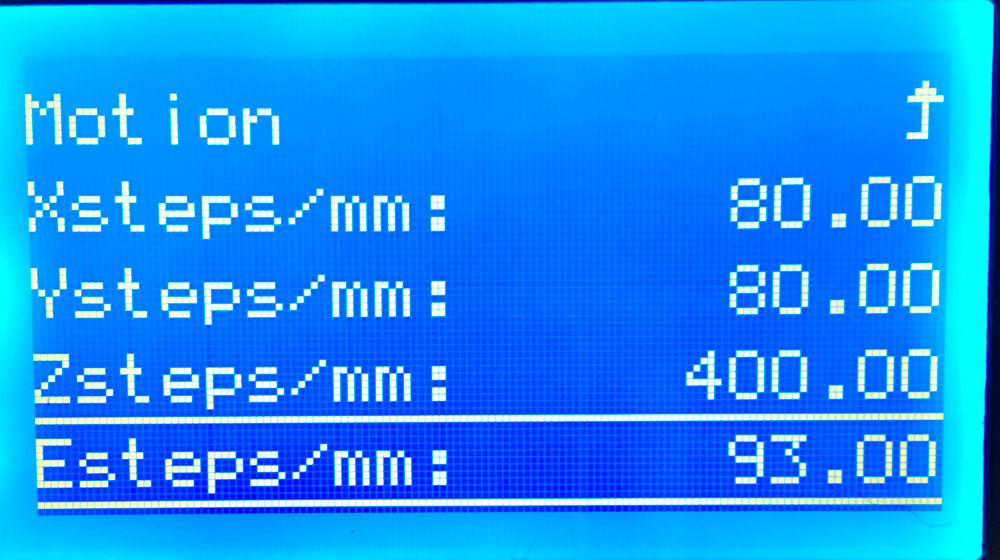
Теперь нам нужно узнать текущее значение Е-steps.
Где его найти мы расскажем вам на примере самого популярного принтера для начинающих Ender-3.
Для Ender-3 значение e-steps по умолчанию равно 93. Именно это значение мы будем использовать в дальнейших расчетах.
Для других принтеров вы можете попробовать найти параметр e-steps по аналогии с Ender.
Вот несколько вариантов расположения этого параметра:
Configuration –> Advanced Settings –> Steps/mm;
Settings –> Machine –> Parameter –> Steps per mm.
Если найти не удается, то рекомендуем вам использовать программное обеспечение Pronterface.
Pronterface - это пакет программного обеспечения с открытым исходным кодом, который управляет процессом 3D-печати.
После успешного подключения принтера к компьютеру в консоли вы сможете найти значение шагов экструдера.
По Pronterface можно написать целую диссертацию, и мы обязательно опишем его возможности в серии наших постов, но сейчас останавливаться на этом не будем.
Для калибровки шагов экструдера вам понадобится всего несколько команд G-code:
m104 s200 ; Установить температуру хотенда на 200 °С;
m92 e100.0 ; Установить количество шагов на единицу для двигателя экструдера;
m500 ; Сохранить настройки.
Затем нам нужно использовать данные, которые мы только что собрали, для расчета нового значения шага.
Формула:
(E/(120-D))*100;
Подставляем наши значения в формулу:
(93/(120-27.76))*100=100.82
Теперь, когда у нас есть новое значение шагов экструдера, нам нужно ввести его в 3D-принтер.
Убедитесь, что вы сохранили настройки, иначе они будут стерты после отключения питания принтера.
Если вы все сделали правильно, то при повторном запуске теста (пункты 2-4), ваш результат должен быть 20 мм (или около этого значения).
Удачной калибровки!



 Лицензии 3D-моделей (Creative Commons и др.): Что можно и нельзя печатать/продавать?
Лицензии 3D-моделей (Creative Commons и др.): Что можно и нельзя печатать/продавать?
 SILK пластик для 3D-печати: создание эффектных моделей
SILK пластик для 3D-печати: создание эффектных моделей
 Улучшение адгезии первого слоя: секреты идеальной 3D-печати
Улучшение адгезии первого слоя: секреты идеальной 3D-печати
 Исследование режима "Ваза" в 3D-печати: преимущества, техники и советы
Исследование режима "Ваза" в 3D-печати: преимущества, техники и советы
 Достижение идеальных отпечатков: роль юбки (Skirt) в 3D-печати.
Достижение идеальных отпечатков: роль юбки (Skirt) в 3D-печати.







