Ваш кошик
Ви нічого не додали до кошика
Перейти до категорії:


Більшість користувачів 3D-принтерів знайомі з прикрим явищем, коли розплавлена пластикова нитка прилипає до сопла принтера.
Враховуючи той факт, що сопло досить складно очистити, ми вважаємо, що краще вжити превентивних заходів і запобігти засміченню сопел, ніж витрачати час та нерви на їх очищення.
У цьому пості ми поділимося з вами порадами про те, як уникнути прилипання пластику до сопла, будь то PLA, ABS або PETG.
Щоб пояснити, чому пластик для 3D-принтера прилипає до сопла, насамперед ми хочемо згадати основні причини виникнення цього явища.
Знання основних причин цього явища дозволяє нам знаходити рішення, що призведуть нас до отримання якісних 3D-принтів.
Розгляньмо ці варіанти разом із покроковим керівництвом, яке допоможе усунути цю проблему.
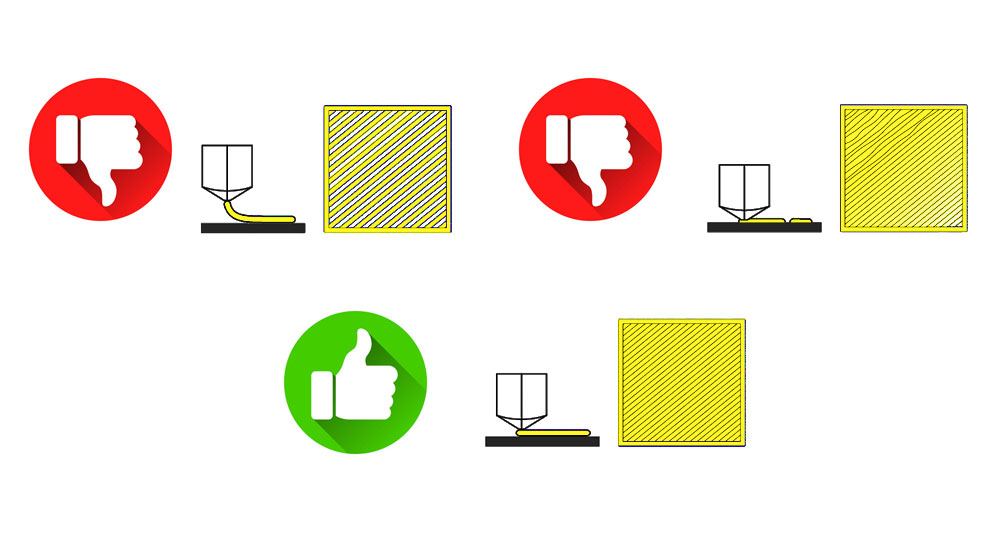
Неправильне розташування сопла над друкарською платформою є однією з основних проблем, через яку нитка прилипає до сопла.
Якщо сопло знаходиться надто високо, температура знизиться до того, як матеріал для 3D-друку досягне поверхні. Якщо пластик знаходиться надто далеко від поверхні він почне закручуватися навколо сопла і зрештою це призведе до засмічення.
Якщо сопло розташоване надто близько до платформи, філамент не видавлюватиметься належним чином. Отже, він почне підпирати сопло, і ви знову зіткнетеся з проблемою забитого сопла.
Як це виправити?
Тепер, коли положення сопла відрегульоване, можна перейти до наступного пункту. І перше, що спадає на думку, це температура філаменту.
Підбір температурних характеристик для кожного типу матеріалу не тільки запобігає засміченню сопла, але й позитивно позначиться на якості відбитків.
При правильно підібраних параметрах матеріал вільно проходить через сопло і тримається на друкарській платформі.
Як настроїти?
Читайте також: Найкращі моделі для тестування 3D-друку.
Якщо ви продовжуєте спостерігати, що нитка утворює петлю або скручується навколо сопла та не прилипає до платформи, вам необхідно перевірити адгезивні властивості.
Якщо поверхня має недостатню адгезію, це не дозволяє філаменту прилипати до поверхні, і він закручується.
Як виправити?
Нанесіть додатковий адгезійний шар на поверхню. Ви можете використовувати 3D лак, клей для 3D-друку, синій скотч та інші аксесуари.
У нашій студії 3D-друку ми використовуємо лак. Ми працюємо з ним уже кілька років і він незмінно демонструє відмінну адгезію та економічну витрату.
Нагріта платформа також збільшує рівень адгезії матеріалу. Відомо, що для таких матеріалів, як PLA, наявність платформи з підігрівом не є обов'язковою умовою, проте підігрів столу безумовно допомагає.
Як виправити?
Обов'язково ознайомтеся з рекомендаціями постачальників пластику щодо температурних характеристик столу та сопла для кожного конкретного матеріалу.
Налаштуйте температуру столу відповідно до цих рекомендацій для кращої адгезії ваших 3D-відбитків.
Охолодження пластику призводить до усадки матеріалу. Перший шар — найважливіший при 3D-друку і не повинен деформуватися під впливом обдування. Ви повинні переконатися, що він ліг рівно і добре прилип до столу.
Як вирішити?
Більшість слайсерів, настроєних за замовчуванням, зупиняють вентилятори для кількох початкових шарів.
Двічі перевірте цей параметр та переконайтеся, що вентилятори вимкнені на першому шарі.
Швидкість потоку 3D-принтера або множник екструзії належить до налаштування слайсера, яке визначає кількість пластика, що екструдується. За замовчуванням швидкість потоку встановлена на 1,0 або 100% залежно від слайсера.
Правильна швидкість потоку — це перший крок до отримання привабливих і точних розмірів 3D-відбитків. Неправильна швидкість потоку може призвести як до надмірної, так і недостатньої екструзії, що є двома основними проблемами, через які ваші відбитки виглядають «некрасиво».
Недоекструзія призводить до засмічення сопла. Така проблема часто проявляється при зміні типу пластику або зміні екструдера.
Як вирішити?
Пам'ятайте, що у 3D-друкі все пов'язано один з одним, тому переконайтеся, що ви виставили всі параметри правильно.
Перевірте діаметр пластику в декількох місцях і переконайтеся, що всі розміри знаходяться в межах відхилень.
Низькоякісна нитка має нестабільний діаметр по довжині, це викликає проблеми при екструдуванні пластику та призводить до засмічення сопла.
При надто низькій швидкості подачі відбувається прилипання ниток до сопла.
Відрегулюйте швидкість потоку, зазвичай збільшення множника екструзії допомагає усунути непослідовне екструдування.
Прочищення сопла є нудним, але, на жаль, неминучим процесом, особливо, якщо вам не допомогла жодна з порад, описаних вище.
Вибір методу очищення залежить від ступеня засмічення вашого сопла. Ми наведемо вам 4 різні способи, а ви вибирайте той, який підходить для вашого випадку.
Будьте уважні під час вибору щітки. Використання сталевої дротяної щітки через її жорсткість призведе до пошкодження сопла.
Щоб використати цей метод, візьміть нейлонову чи нитку для чищення 3D-принтера. Що б ви не вибрали, переконайтеся, що діаметр нитки чищення аналогічний діаметру пластику, яким ви друкуєте.
Вам також потрібна нитка, що чистить або нейлон, для холодного протягування.
Атомний метод дозволяє отримати набагато більше бруду в порівнянні з гарячим методом. З усім тим, цей процес займає значно більше часу, тому що вам потрібно кілька разів нагрівати та охолоджувати сопло.
Холодне вилучення також екстремальніше, оскільки вимагає від вас застосування сили й тиску під час проштовхування і витягування пластику.
Якщо матеріал, що спричинив засмічення, легко розчиняється, то зняття сопла та замочування його в розчиннику (наприклад, ацетоні або дихлоретані) може усунути навіть складні засмічення.
Як екстремальний спосіб можна спробувати пропалити сопло, використовуючи газовий пальник. Будьте гранично обережні, тому що ви можете перегріти сопло, що призведе до його деформації та остаточного виходу з ладу.
Іноді сумна правда полягає в тому, що якщо ви вже перепробували всі доступні засоби, способи та методи, але ваше сопло все ще забите, єдине рішення – це покупка нового сопла.
Слід враховувати, що сопло насправді є витратним матеріалом і періодично потребує заміни. Якщо ви використовуєте звичайні латунні сопла, їх покупка не сильно вдарить по вашій кишені. Вартість таких сопел коливається від 15 до 100 гривень.
Один з найкращих способів очищення сопла екструдера — ніколи не допускати його засмічення. Як ми вже говорили, правильні налаштування принтера та високоякісна нитка можуть мати велике значення для запобігання засміченню. Це зауваження справедливе для всіх типів пластикових FDM.
У нашому магазині представлений філамент для 3D-друку європейського виробництва, виготовлений з дотриманням усіх міжнародних стандартів.
Філамент високої якості в рази знижує ймовірність засмічення сопла.
Сопла розрізняються за матеріалом, діаметром та іншими факторами. Ці характеристики впливають на те, з чим сопло може впоратися під час друку та які будуть виходити відбитки. Наприклад, абразивні матеріали, матеріали з деревним наповнювачем або ті, що світяться в темряві, значно прискорюють зношування сопел.
Тепер, коли ви знаєте все про те, як чистити сопла 3D-принтера, обов'язково заплануйте час щодня або щотижня для очищення сопла. Також рекомендуємо вам вжити заходів, що запобігають засміченню сопла. Це спрощує обслуговування вашого 3D-принтера.
Вдалого друку!







 Ліцензії 3D-моделей (Creative Commons та інші): Що можна і не можна друкувати/продавати?
Ліцензії 3D-моделей (Creative Commons та інші): Що можна і не можна друкувати/продавати?
 SILK пластик для 3D-друку: створення ефектних моделей
SILK пластик для 3D-друку: створення ефектних моделей
 Покращення адгезії першого шару: секрети ідеального 3D-друку
Покращення адгезії першого шару: секрети ідеального 3D-друку
 Дослідження режиму "Ваза" у 3D-друку: переваги, техніки та поради
Дослідження режиму "Ваза" у 3D-друку: переваги, техніки та поради
 Досягнення ідеальних відбитків: роль спідниці (Skirt) у 3D-друку.
Досягнення ідеальних відбитків: роль спідниці (Skirt) у 3D-друку.







