Ваш кошик
Ви нічого не додали до кошика
Перейти до категорії:

?")
3D-принтер — потужний інструмент, але має обмеження і вимагає калібрування та обслуговування, особливо якщо ви вносите зміни до принтера.
Однією з недооцінених задач є калібрування кроків екструдера, оскільки більшість людей не знає, що це таке і як їх калібрувати. Виробник принтера встановлює стандартне значення, яке, як правило, добре працює з новим принтером, але воно не завжди точне. Значення E-steps може змінюватися з часом, особливо якщо ви змінюєте або оновлюєте компоненти обладнання.
E-steps – це кількість кроків, які має пройти кроковий двигун, щоб видавити певну кількість нитки. Найчастіше, якщо ви використовуєте прошивку Marlin, ця величина становить 100 мм.
Ось список пунктів, які потрібно виконати для калібрування кроків на 3D-принтері:
У цьому посібнику ми пройдемо всі ці пункти та послідовно розповімо, що потрібно робити кожному етапі.
Залишайтеся з нами, щоб дізнатися, як відкалібрувати кроки на 3D-принтері та чому це потрібно робити.
Нагрійте хотенд до робочої температури вибраного вами пластику. Пропустіть трохи філаменту через сопло і дочекайтеся, щоб він витікав рівномірно.
Далі необхідно поставити добре видиму позначку на пластиці на відстані 120 мм від екструдера.
Ми плануємо пропускати через екструдер 100 мм пластику. Причина, по якій ми використовуємо 120 мм замість 100 мм, полягає в обліку надмірної екструзії. Якщо ваш екструдер видавлює занадто багато пластику, ви зможете визначити відстань від екструдера до мітки на пластиці, тому що її все ще буде видно. Якщо у вас переекструзія, а позначка знаходиться на відстані 100 мм, маркування опиниться в екструдері, і ви не зможете визначити відстань.
Після того, як ви промаркуєте нитку, ви можете почати продавлювати 100 мм нитки через екструдер.
Ви повинні зробити це за допомогою панелі керування принтера.
Збільшуйте відстань поступово, використовуючи невеликі збільшення.
Якщо встановити позначку 100 мм відразу, ваш 3D-принтер спробує екструдувати пластик занадто швидко, що призведе до неякісних результатів.
Ми рекомендуємо збільшувати відстань з кроком 5-10 мм, доки ви не досягнете позначки 100 мм.
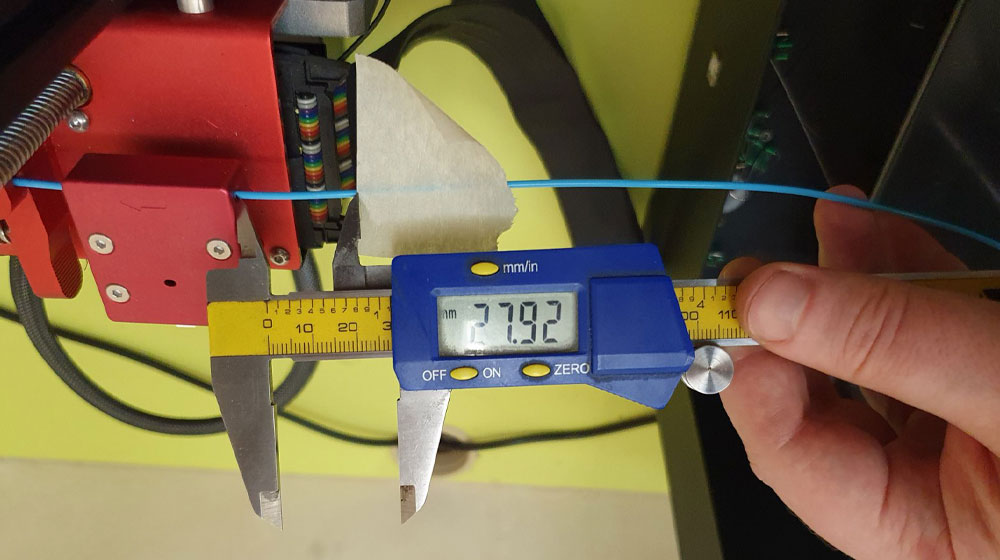
Тепер виміряйте відстань від екструдера до ліній на пластику та запишіть це значення. Ми його використовуватимемо у формулі розрахунку кроків екструдера.
Для вимірювання відстані використовуйте штангенциркуль або металеву лінійку.
Переконайтеся, що ви ретельно провели вимірювання та отримали точні виміри, оскільки це вплине на результати.
Цей крок є необов'язковим, але ми рекомендуємо його зробити.
Щоразу, коли ми запускаємо тест, ми отримуємо незначні відмінності у наших результатах.
Це може відбуватися з низки причин, наприклад, занадто швидке екструдування, нестабільний діаметр пластику, неправильне зчитування мітки й т.д., але, зрештою, результати трохи відрізняються.
Ми рекомендуємо провести тест тричі та використовувати середнє значення.
В результаті ми отримали 3 значення: 27.02 мм, 28.35 мм та 27.92 мм.
Середнє значення отриманих вимірів становить 27.76 мм.
Це значення ми використовуватимемо у формулі розрахунку кроків екструдера.
Тепер нам потрібно дізнатися про поточне значення Е-steps.
Де його знайти ми розповімо вам на прикладі найпопулярнішого принтера для початківців Ender-3.
Для Ender-3 значення e-steps за замовчуванням дорівнює 93. Саме це значення ми використовуватимемо у подальших розрахунках.
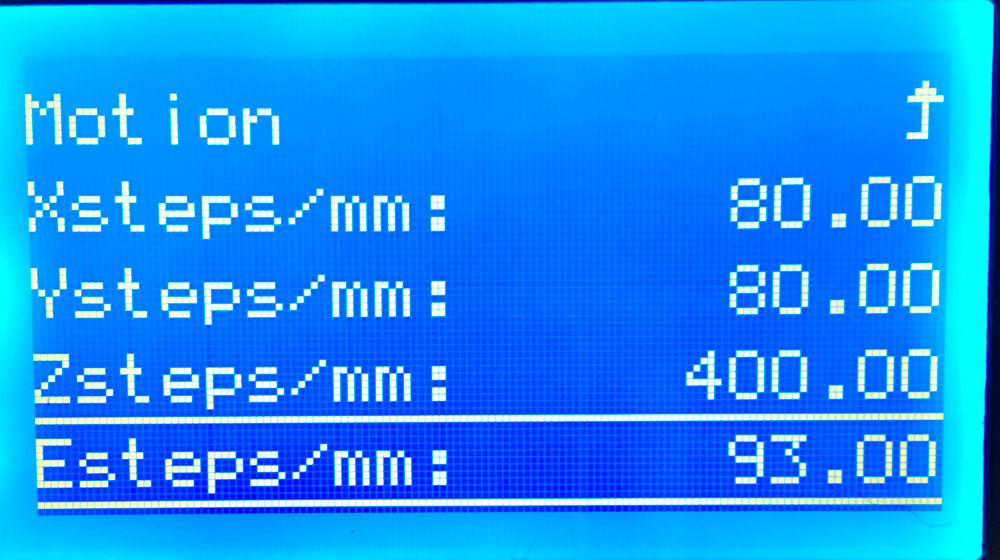
Для інших принтерів можна спробувати знайти параметр e-steps за аналогією з Ender.
Ось кілька варіантів розташування цього параметра:
Configuration –> Advanced Settings –> Steps/mm;
Settings –> Machine –> Parameter –> Steps per mm.
Якщо знайти не вдається, рекомендуємо вам використовувати програмне забезпечення Pronterface.
Pronterface – це пакет програмного забезпечення з відкритим вихідним кодом, який керує процесом 3D-друку.
Після успішного підключення принтера до комп'ютера в консолі ви зможете знайти значення кроків екструдера.
По Pronterface можна написати цілу дисертацію, і ми обов'язково опишемо його можливості у серії наших постів, але зараз зупинятись на цьому не будемо.
Для калібрування кроків екструдера вам знадобиться лише кілька команд G-code:
m104 s200 ; встановити температуру хотенду на 200 °C;
°C
m92 e100.0 ; встановити кількість кроків на одиницю для двигуна екструдера;
m500 ; Зберегти налаштування.
Потім нам потрібно використовувати дані, які ми щойно зібрали, для розрахунку нового значення кроку.
Формула:
(E/(120-D))*100;
Підставляємо наші значення у формулу:
(93/(120-27.76))*100=100.82
Тепер, коли ми маємо нове значення кроків екструдера, нам потрібно ввести його в 3D-принтер.
Переконайтеся, що ви зберегли налаштування, інакше вони будуть стерті після вимкнення живлення принтера.
Якщо ви все зробили правильно, то при повторному запуску тесту (пункти 2-4), ваш результат має бути 20 мм (або біля цього значення).
Вдалого калібрування!



 Ліцензії 3D-моделей (Creative Commons та інші): Що можна і не можна друкувати/продавати?
Ліцензії 3D-моделей (Creative Commons та інші): Що можна і не можна друкувати/продавати?
 SILK пластик для 3D-друку: створення ефектних моделей
SILK пластик для 3D-друку: створення ефектних моделей
 Покращення адгезії першого шару: секрети ідеального 3D-друку
Покращення адгезії першого шару: секрети ідеального 3D-друку
 Дослідження режиму "Ваза" у 3D-друку: переваги, техніки та поради
Дослідження режиму "Ваза" у 3D-друку: переваги, техніки та поради
 Досягнення ідеальних відбитків: роль спідниці (Skirt) у 3D-друку.
Досягнення ідеальних відбитків: роль спідниці (Skirt) у 3D-друку.







